The FCMF has comprehensive capabilities in manufacturing, design/modeling, characterization, and nondestructive evaluation of advanced materials. The facilities complement existing facilities in the Tennessee Ecosystem such as the Manufacturing Demonstration Facility (MDF) at ORNL, the Carbon Fiber Technology Facility (CFTF), the Joint Institute of Advanced Materials (JIAM), Center for Renewable Carbon (CRC), Mechanical Characterization Laboratories at UT. The information below is only representative in nature. For additional details, please contact fcmf@utk.edu.
UT Composites expands into new space.

Melt spinning of preceramic polymers capability added

- Long fiber thermoplastics (LFT) extrusion compression molding with 1.5” and 3.5” plasticator charge capability. This can be used to mold discontinuous LFT for a range of reinforcements such as glass, carbon, basalt, natural fibers in a range of thermoplastics such as polypropylene, polyethylene, polyamide, PEI, PEEK etc. Pellets with fiber length 3 to 25 mm are typically used.
-
High speed Wabash Compression Press: Compression molding (150 ton)
- 350 ton injection molding with thermilator, 870 g shot weight, 890 x 890 mm platen size
- Twin screw multi-phase compounding and under water pelletizing line to produce pellets, tapes and rods. Light materials such as foams, carbon and natural fibers and additives compounding with a range of polymers such as polypropylene, nylon etc. The produced pellets serve as feedstock to injection and extrusion compression molding.
- Sheet Molding Compounding (SMC) line, 18” wide capable of glass, low cost carbon fiber (wide tows), basalt and recycled fiber compounding with polyester, vinyl ester, epoxy etc. Small lab scale trials (few pounds) to larger scale (>50 lbs) possible. Hybrid materials including continuous fabrics and SMC discontinuous fibers can be produced.
- Composite Recycling – 250 lbs per hour mechanical shredder for reducing composite scrap such as carbon, glass thermoset and thermoplastic materials. The reduced materials are sorted and post-processed into intermediates for composite parts production. Supporting equipment includes Pellets, Hammer mill and Pyrolysis furnace for recycling materials.
- Autoclave for composites molding – 800F temperature, 2.5 ft x 5 ft chamber for curing and processing of thermoset, thermoplastic and sandwich composite layups.
- 36” x 36” Vacuum diaphragm forming station with infrared heating station for rapid forming of unreinforced thermoplastics such as polycarbonate, polypropylene, ABS etc.
- Low Pressure Resin Transfer Molding – Metering, mixing and dispensing unit for polyester, vinyl ester and epoxy resins into closed cavity flex and hard molds. The viscosity of these resins in about 150 to 450 cps. Parts up to 40” x 30” have been produced. The bagging in this is reusable silicone bags produced in-house with a silicone spray unit.
- Vacuum Assisted Resin Transfer Molding (VARTM) – Single sided tool VARTM for producing large parts with disposable bagging. Used in non-conventional parts/shapes assisted with permeability measurements, flow modeling for prediction of vacuum and infusion lines.
- Composite fabric laser cutting – Dual head laser cutting for composite and multi-layered fabrics, preforming for precise cutting of glass, carbon, engineered fabrics. 63” width and any length materials can be precisely cut to specs using nesting and blanking software.
- Plate winding to produce composite plates from tows. Typically carbon, polypropylene, glass and basalt fiber tows have been converted to plates 12” x 12” size. These are then consolidated into test plates for characterization.
- Wet laid processing – hand sheet mold to produce mats of nominal 12” x 12” dimension with discontinuous fibers such as carbon, glass or hybrids of these with thermoplastic fibers such as olefins, nylon, PPS, TPU, natural fibers, PEEK etc. The mats are subjected to compression molding, vacuum forming etc.
- Roll forming – for production of continuous profiles of sheet metal and hybrid sheet metal-thermoplastic tapes. The equipment is under development and will be available for trials.
- Thermoplastics blow molding with 24 mm screw for blow molding of unreinforced thermoplastic components.
- Tooling: A range of tools that capture shape and material intent – examples such as flat plaques, hat-sine, V-grooves, ribs, bosses, steps, curvatures are examples of features of these tools. The tool sizes range from 6” x 6” to 24” x 24”. Please contact us for more details.
- Seat back rest tool 30”x18” with curvature, step and ribs to evaluate flow and molding of SMC, LFT and sheets/mats. Examples including molding of glass SMC, overmolding of glass with carbon fiber tapes, LFT and recycled carbon thermoplastic mats.
- Additive tooling molding in collaboration with Manufacturing Demonstration Facility
-

- Long Fiber Thermoplastics
-
- Twin Screw Pelletizing Line
-

- Sheet Molding Compounding
-

- Composite Recycling
-

- Resin Transfer Molding
-

- Composite Fabric Laser Cutting
-

- Compression Molding Materials
-
- Wet Laid Processing Mats
-

- Additive Tooling
A suite of software is used for product development, process modeling, optimization, structural analysis and composite, sheet metal, bulk metal and hybrid applications.
Facility software includes but is not limited to-
- Materials Selection – CES Edupack/Granta, SAS for defect analysis
- Solid Modeling and Tooling- Solid works, Autodesk Inventor, Dassualt 3DS
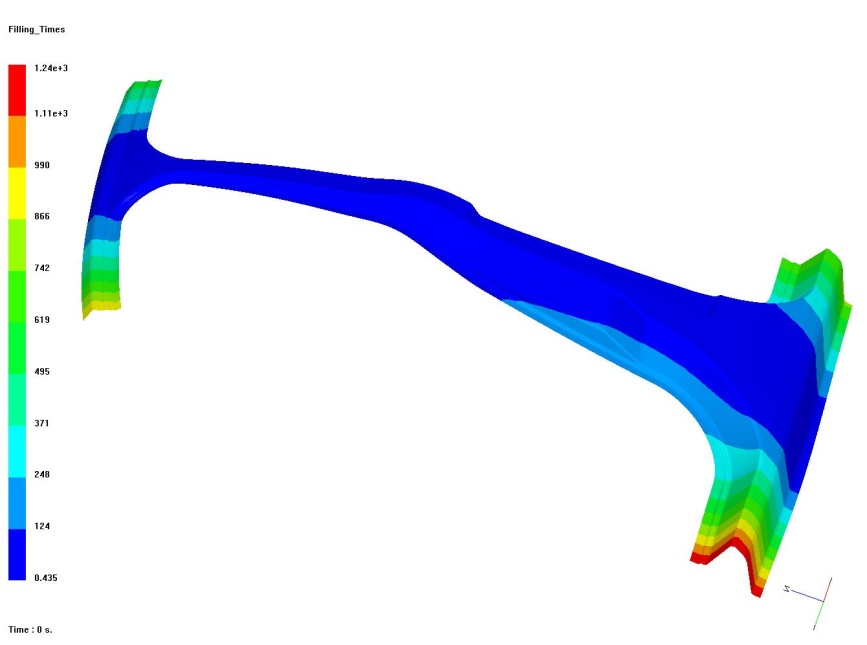
- Process Modeling – Moldex 3D, PAM-RTM, PAM-FORM, Moldflow Advisor, Moldflow Insight, Optitex for processes such as injection molding, injection overmolding, stamping, draping, nesting, blanking, Nextrud, DEFORM, FASTFORM
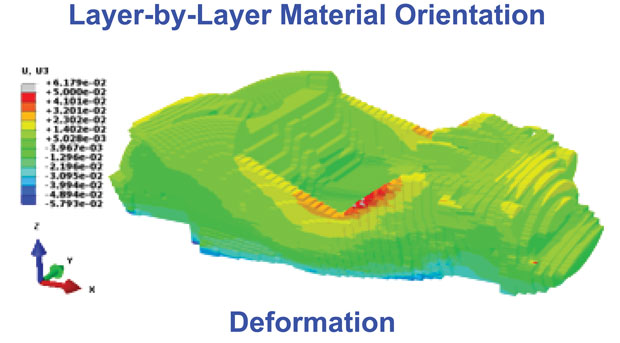
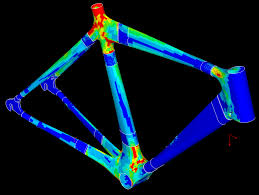
- FEA, Thermal and Structural Analysis – ANSYS, Abaqus, Geona/MCQ, LS-DYNA, Noise and Vibration analysis
- Phase array Olympus Ultrasonics with 1 to 10 MHz frequency sensors, portable C-scan capability and software for layerwise defect analysis
- Dual channel Bruel and Kjaer Pulse vibration analyzer with mini-shaker, impulse excitation and range of force transducers and accelerometers
- 4-channel Mistras Acoustic Emission system for real-time failure monitoring
- 20 kN load frame with range of fiber characterization tools and ASTM/ISO/DIN mechanical and thermorheological testing, environmental conditioning. Standard fixtures for tensile, flexure, interlaminar shear, compression, compression-after-impact available for testing and characterization.
- Izod impact tester with 5-25 lb hammer for energy absorption of a range of materials
- Drop weight impact tower (under acquisition) for low velocity impact measurement
- Gas gun for high speed impact testing with capability of 1200 ft/s, 19 mm barrel with windows for high speed camera monitoring of penetration. The set up can be used for blunt impact such as sabot, hard balls to simulate 0.22, 0.30 and 0.50 caliber impacts.
-
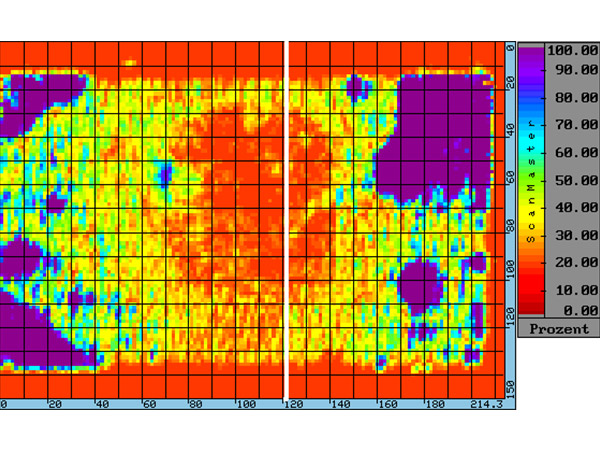
- portable C-scan capability
-

- Dual Channel Pulse Vibration Monitor
In addition to the above the supporting facilities the FCMF staff and students collaborate seamlessley with the Manufacturing Demonstration Facility (MDF) at ORNL, the Carbon Fiber Technology Facility (CFTF), ORNL Carbon Fiber Group and Building Technologies MAXLAB. Representative assets include –
- Large scale Big Area Additive Manufacturing (BAAM) with 80 ft x20 ft x 10 ft printers for additive tooling and large scale composite parts
- Wolf Robotics wire feed metal printing facility
- Filament winding up to 12” diameter 30” long mandrels.
- Plasmatreat open air plasma unit mounted on rastering table for surface treatment of fibers, cores and interfaces
- RocTool induction heating system with custom 18”x18” tool for rapid cycle time processing of thermoplastic composites and preforms
- 100 ton Beckwood press with 650F heated platens, 36” x 36” x 30” for compression molding.
- Triform hydroforming unit with 16” diaphragm for rapid forming of thermoplastic and sheet metals
- Wisconsin conveying oven with 24” belt and 36” heating zone capable of 550F
- Blue M box oven of 36” x 40” x 60” chamber size capable of 500F
- Strongwell Pultrusion line for production of continuous profiles
- P4 preforming line for producing discontinuous chopped fiber mats
- T-MAC for high rate crash testing of sub-assemblies and structures
- Fiber characterization and thermography imaging capabilities
- Additive tooling for vacuum infusion, compression molding and hybrid processes
- Low cost carbon fiber (LCCF) collaboration for a range of precursors, sizing and process conditions. The fiber is adopted in number of downstream processes such as VARTM, preforming, compression molding and vacuum consolidation processes.
- Walk in furnaces and environmental chambers for exposure of building materials and sub-systems for hygrothermal and related condition
- 500 ton fast acting press 800 F platen temperature, 48” x 48” x 40”
-

- Additive Tooling
-

- P4 Preforming Line
-

- Triform Hydroforming Unit
-

- Beckwood Press
-

- Filament Winding
-

- Carbon Fiber Spool
- D-LFT plasticator 6” screw diameter, vacuum feed
- 150 ton Wabash fast acting compression press with 36″x36″x60″ DLO capable of 600F.
- Pre-preg line for thermoset and thermoplastic pre-pregging
- Multi-material SMC line
- LCCF packaging for pre-forms
Automated Tape Placement capability added
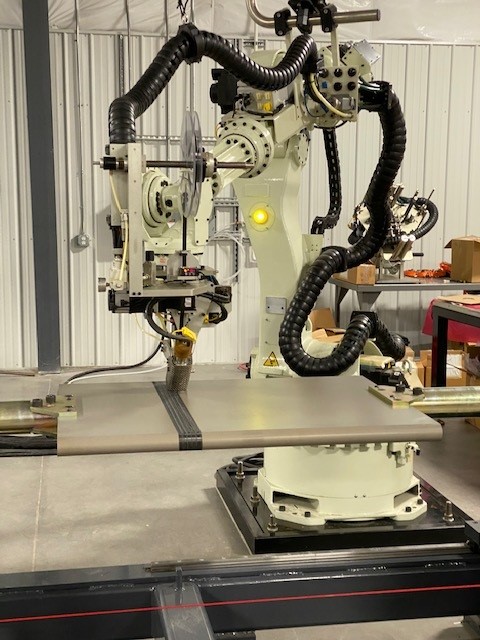
Automated Tape Placement laying of C/PEEK tape on flat mandrel
IACMI-UT has enabled Automated Tape Placement (ATP) equipment in Knoxville, adding significant integrated manufacturing capabilities to the East Tennessee region. ATP is a family of manufacturing techniques, which refer to the precise laying of continuous fiber tapes to manufacture multi-layered composite products for high-performance applications. The features of the equipment are:- (a) Head with compaction roller; (b) Thermoplastic tape and/or thermoset tow-pregs feeding system; (c) Robotic mechanism holding the head; and (d) Human machine Interface. The ATP commissioned by IACMI has an Automated Dynamics (Trelleborg) 6-axis Kawasaki Model ZZX130LD CNC Robot to feed thermoplastic tape and/or thermoset tow pregs. Materials ranging from carbon (C), glass (G) /polypropylene (PP) to C or G/Polyether ether ketone (PEEK) and C/epoxy can be used. The equipment is flexible in terms of different mandrels including – cylindrical, flat and asymmetrical shapes. Custom shapes can also be produced through the CAD interface with additively printed mandrels. The ATP will be used in IACMI stakeholders and collaborator projects as well as broad workforce development efforts. The next generation workforce of graduate and undergraduate students will receive state of the art training with the ATP asset and stem tangible technology innovation. This technology has immediate benefits for the aerospace, defense, high-performance automotive, infrastructure, and power transmission sectors. Any industry partners or IACMI members interested in learning more about this technology should contact IACMI CTO, Dr. Uday Vaidya at uvaidya@iacmi.org
High speed Wabash Compression Press
UT-IACMI has procured/installed a high speed Wabash compression press. The press has heated platens (up to 650F), 36″x36″, with a day light opening (DLO) of 60″ and closing speed of 475 ipm. A wide range of tools can be housed in the press to process SMC, LFT, commingled, hot-melt impregnated tows, prepregs, wet layup etc. – thermoset, thermoplastic and hybrid composites.

High speed Wabash compression press
Natural fiber spinning line
UT-IACMI has enabld a natural fiber (coir) spinning line to produce continuous fiber tows from discontinuous natural fibers. Coir fibers are extracted from coconut shells and processed into discontinuous short and long fiber (6 to 8 inches long). The fibers are fed through automatic vibratory feeder on to willowing wheels.
Read More